
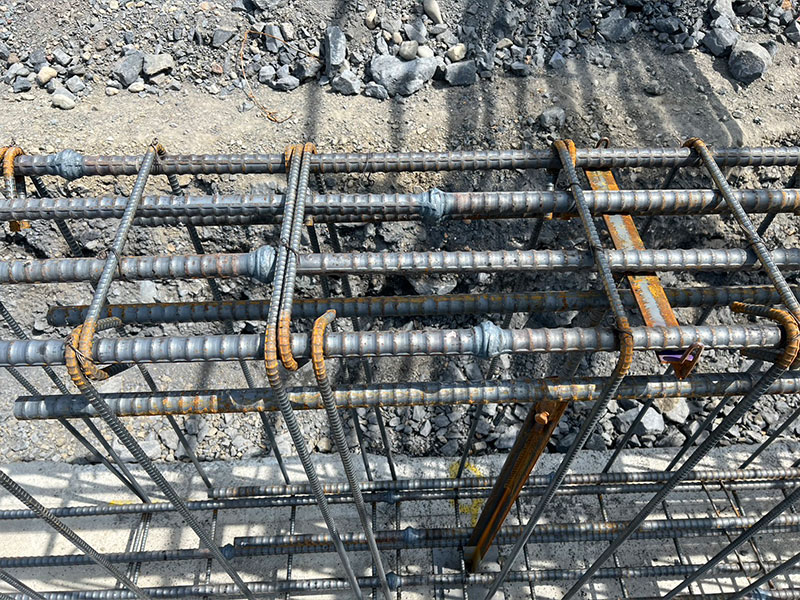
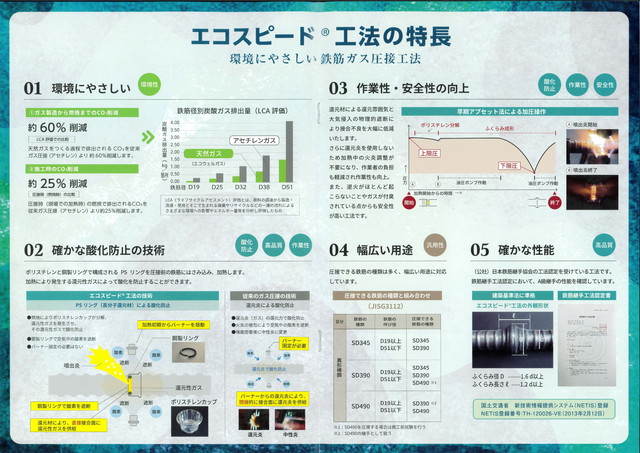
鉄筋の接合する端面同士を突き合せ、軸方向に圧縮力を加えながら熱し、マクロ的には接合面が金属結合されて一体となる継手技術です。
継手性能への高い信頼があります。圧接作業者の技量・知識で性能に差が出るため、有資格者の施工が求められます。当社では有資格者である熟練の鉄筋圧接の技能者が精度の高い施工を提供いたします。
ガス圧接は、鉄筋の端面の酸化膜をアセチレン (C2H2) 過剰炎 (還元炎) で取り除き、還元・加圧・加熱することで接合面を越えて、原子同士の拡散運動が始まり原子レベルで融合しようとします。このように原子間の再配列の原理を利用して鉄筋同士を直接接合することができます。これがガス圧接の接合原理です。
その結果、接合面が一体となった部位は、高強度を維持できるメリットを持っています。
鉄筋端部を突合せ、加熱と同時に加圧して鉄を溶融することなく一体化 (固相接合)する工法です。
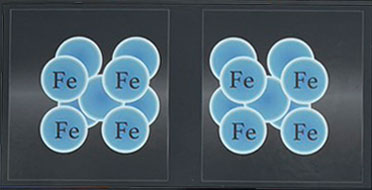
鉄は、鉄の原子と炭素の原子の結晶でできています。
鉄は溶かさなくても、一定の距離まで縮めると、原子間引力により原子同士が互いに結びつこうとする性質を持っています。

鉄は、鉄の原子と炭素の原子の結晶でできています。
酸化膜は鉄の原子同士の接近を妨げるので金属結合ができなくなります。


これを金属結合といいます。
これがガス圧接の原理です。

端面加工は、品質を安定させるうえで重要です。端面加工には鉄筋冷間直角切断機を使用します。超硬チップで、直角に切断し切断し、表面は適度な粗さを確保します。鉄筋冷間直角切断機の使用で、鉄筋の突き合わせ面の隙間はほぼなくなります。

圧接器に鉄筋をセットします。鉄筋端面が直角に切断加工され、偏心調整する必要がないためストレート圧接器を使用しています。

バーナーの還元炎により、圧接の妨げになる酸化膜を還元して取り去ります。この状態を一次加圧と言います。
鉄筋を接合するためには重要な工程であり、接合するための条件は一次加圧の状態で決まります。
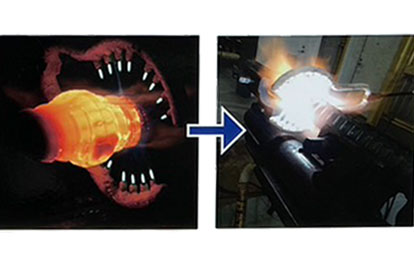
圧接面が完全に密着した時点で還元炎から中性炎に切り替えます。

圧接器を取り外して作業終了です。

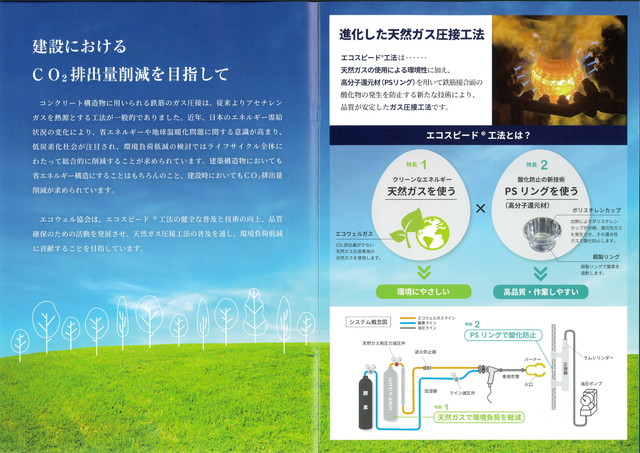
エコスピード工法は、天然ガスの使用による環境性に加え、高分子還元材(PSリング)を用いて鉄筋接合面における酸化物 の発生を防止する新たな技術により、安定した品質を提供できるガス圧接工法です。



鉄筋を圧接装置や溶接装置などを使用し直接接合するのではなく、鋼管と異形鉄筋の節との噛み合いを利用して接合する工法です。